Automobile Ring Gear Production Equipment
Roll Coiler Machine (Horizontal)
The roll coiler forms straight metal stock into a controlled circular coil, creating the starting shape for the ring gear production process.
Rigid frame
Follow-up roll
Feed rolls
Oil bath gearbox drive
Entry guide system with pneumatic clutch
Horizontal coiling configuration

Expander & Cutter
The expander and cutting machine expands the coil to the required size and cuts it into individual ring blanks for the next production step.
Manual ring coil loading
Palm-button cycle start
Ring coil expanding
Single-ring cutting
Manual ring unloading

The butt welding machine joins the two cut ends of the ring blank together, creating a closed ring through controlled electrical heating and force.
Flash butt welding capability
Flashless resistance butt welding capability
Servo hydraulic drive
PLC touchscreen control
Adjustable welding curve
Servo control
Beryllium bronze electrode

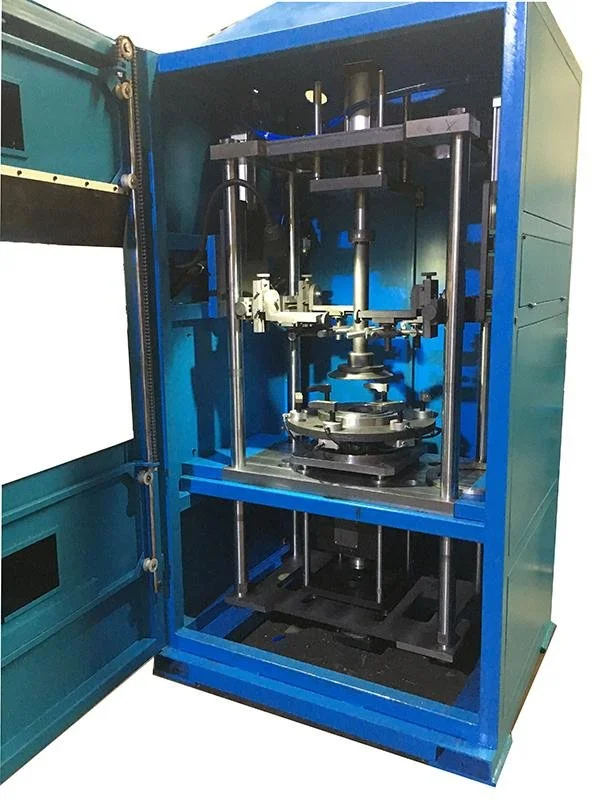
4-Torch MIG Assembling Welding Machine
The four-torch MIG assembling welding machine uses four adjustable welding torches to weld the ring assembly efficiently and consistently from multiple positions.
83% argon and 17% CO2 shielding gas
1.0 / 1.2 mm welding wire
Panasonic or Lincoln wire feeder
Panasonic or Lincoln welding power source
Four welding torches
Three-axis torch adjustment
Panasonic or BINZEL welding torch
Torch support structure
Strong, durable, and precise frame
Easy torch positioning adjustment
Eject cylinder for ring unloading after welding
Large lateral windows and doors for operator access

Trimmer
The trimmer removes excess weld flash and slag from the welded joint, producing a cleaner ring for downstream processing.
Hydraulic oil cylinder for trimming force
Simple machine structure
Stable working condition
Adjustable planer tool position
Single-cylinder clamping
Tin bronze guide rail
Multi-point automatic lubrication
Slag chip removal mechanism
Quick-change tool holder mechanism